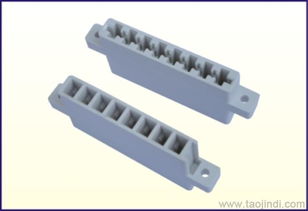
塑料籃作為一種常見的生活用品和工業承載工具,其生產離不開高質量的塑料模具。從設計到最終成型,塑料籃模具的開模制造與注塑加工是一個集精密設計、材料科學和先進制造技術于一體的復雜過程。本文將系統解析這一流程的核心環節。
一、 模具設計與結構規劃
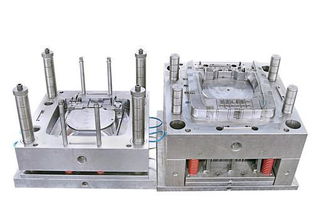
塑料籃模具的設計是整個流程的基石。設計師需綜合考慮產品功能、外觀、脫模斜度、壁厚均勻性、加強筋布局以及收縮率等因素。對于塑料籃這類通常帶有提手、網格或復雜曲面的產品,模具結構往往采用三板模或熱流道系統,以確保順利脫模和成型質量。分型面的選擇至關重要,它決定了產品的外觀分界線以及模具的加工難度。冷卻系統的設計需要精心排布水路,以實現高效、均勻的冷卻,縮短注塑周期并減少產品變形。
二、 模具材料選擇與加工制造
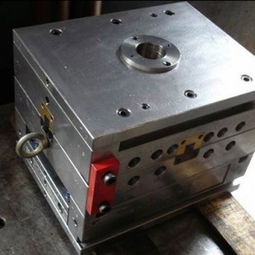
模具壽命與成型質量很大程度上取決于模材。塑料籃模具的核心部件(如型芯、型腔)通常選用預硬化的優質模具鋼,如P20、718、S136等,它們具有良好的拋光性、耐磨性和耐腐蝕性。制造過程從粗加工開始,使用大型數控機床(CNC)對鋼坯進行銑削、車削,初步形成型腔輪廓。隨后進行精加工,通過高速CNC、電火花加工(EDM)等工藝,精確加工出產品的細節特征,如籃子的網格、紋理。由高級技工進行手工拋光,使模具表面達到鏡面或所需的光潔度,這是保證塑料籃表面光滑美觀的關鍵步驟。
三、 注塑成型工藝與參數控制
模具制造完成后,便進入注塑加工階段。首先需進行試模,這是驗證模具設計和制造是否成功的核心環節。工程師將模具安裝到合適噸位的注塑機上,根據塑料原料(常用PP或PE)的特性,調試并優化一系列關鍵工藝參數:
1. 溫度:包括料筒溫度、噴嘴溫度和模具溫度,影響塑料的流動性與冷卻速度。
2. 壓力:注射壓力、保壓壓力,確保塑料充滿型腔并補償收縮。
3. 速度:注射速度,影響填充模式和產品外觀。
4. 時間:注射時間、保壓時間和冷卻時間,直接決定生產周期和產品尺寸穩定性。
通過反復調試,消除可能出現的飛邊、縮水、氣泡、缺料或變形等缺陷,直至生產出尺寸精準、外觀完好的塑料籃樣品。
四、 后期維護與批量生產
模具驗收合格后,即可投入批量生產。在生產過程中,定期的模具維護必不可少,包括清潔、潤滑、防銹以及檢查易損件(如頂針、滑塊)的磨損情況。良好的維護能極大延長模具的使用壽命,保障生產的連續性和產品的一致性。
一個高品質塑料籃的誕生,始于一個設計精良、加工精準的模具,成于一套穩定優化的注塑工藝。從概念到產品,塑料籃模具的開模制造與注塑加工體現了現代制造業的精密與高效,是連接創意設計與規模化生產的關鍵橋梁。